+91 9677 296 252
Mon - Sat 09:00 AM - 05:00 PM


A bubble emission leak test chamber is a specialized apparatus designed to detect and locate leaks or defects in a wide range of products and materials. This comprehensive guide will provide insight into the principles, applications, benefits, and considerations associated with bubble emission leak test chambers.
Introduction to Bubble Emission Leak Test Chambers:
The integrity and safety of various products, from industrial components to consumer goods, depend on their ability to contain fluids or gases without leaks. A bubble emission leak test chamber serves as a critical quality control tool, allowing manufacturers to identify and rectify defects before products reach the market.
Principles of Bubble Emission Leak Testing:
The underlying principle of bubble emission leak testing is based on the behavior of gases escaping from a leak site when subjected to a submerged liquid. When a product with an internal leak is placed underwater, the gas escaping from the leak forms visible bubbles, providing a clear visual indication of the defect's location.
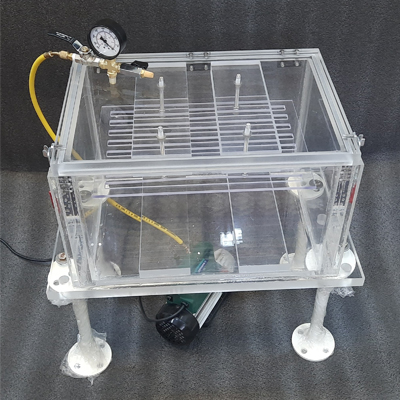
Bubble Emission Testing or Bubble Leak Test method is a procedure to detect leaks visually by immersing the test specimen in water. Burhani Engineering Technology is manufacturer of acrylic vacuum box leak testing device. We will discuss advantage and disadvantage of vacuum bubble leak emission test procedure and internal pressurization vacuum chamber.
There are Two testing Methods which are commonly used in bubble leak testing methodologies adopted for bubble emission detection. These are :
Bubble testing is the least expensive and simplest method of assessing and detecting leaks. A differential pressure is created across the package with water chamber at lower pressure side and air on the high pressure side.
Integrity Testing utilizing a Vacuum Chamber (ASTM D3078)
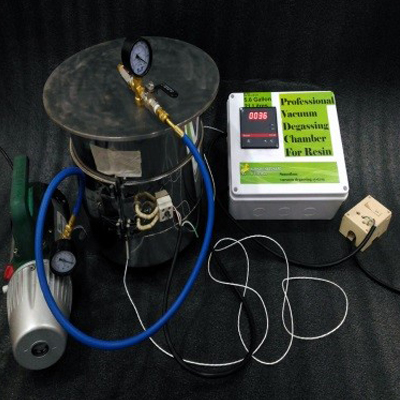
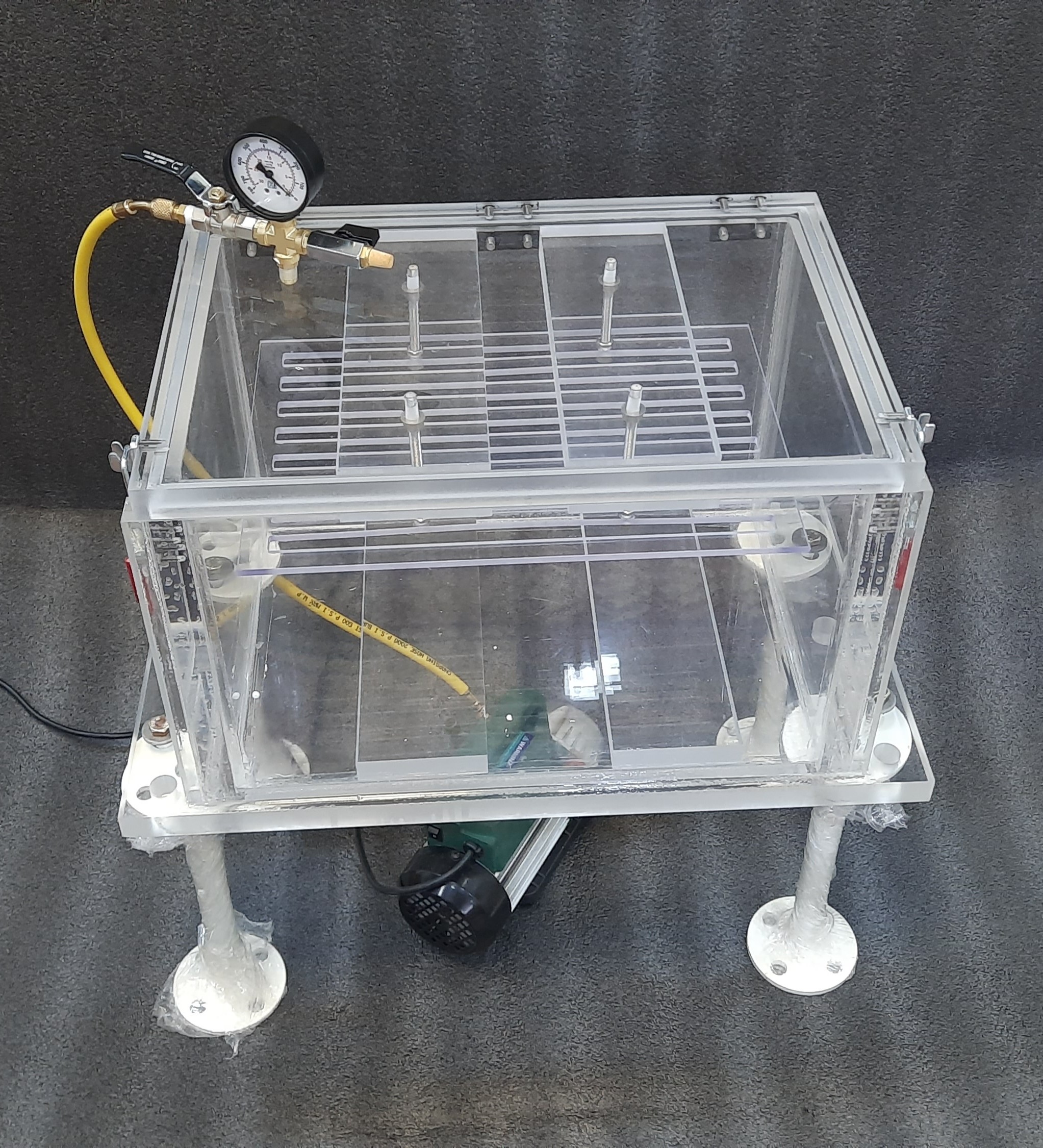
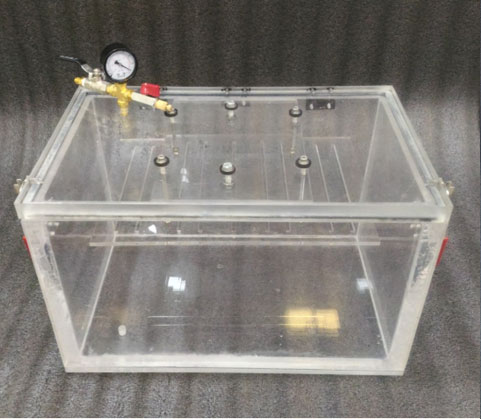
Bubble Leak Testing using an acrylic vacuum chamber - It is also known as submersion leak test, bubble emission leak test, under water leak test and dunking test. This a a methodology to detect and locate leaks in the specimen through bubble emission. Vacuum ASTM D3078 and Pressurized ASTMF2096 are the two ways to perform bubble emission leak test . The Burhani Engineering Technology bubble leak test equipment is an acrylic vacuum chamber which is transparent and enables full view of the interior during testing. The acrylic chamber is used with vacuum pump which can pull 30 inch Hg. Burhani Engineering Technology can also supply vacuum Chamber with Venturi pump. This can be used with pressurized air setup or a compressor. This venturi pump converts pressurized air into vacuum.
Integrity Testing utilizing an Internal Pressurization System (ASTM F2096)
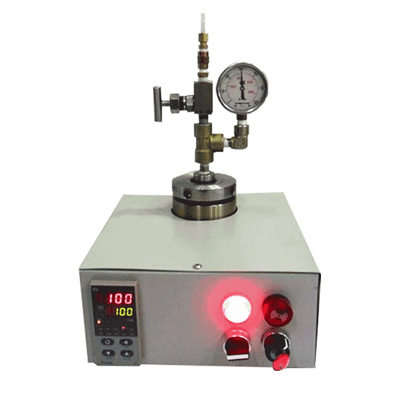
The pressurized ASTMF2096 method is when the specimen is pressurized above the atmospheric pressure, based on the altitude of the test, the gauge pressure can be set to the required pressure value. The specimen is pressurized through feed tubes connected to a compressor during bubble leak test. There is a better leak detection due to pressurized air present inside the test specimen. But this is a time consuming and complex process. Also all test specimen get damaged due internal pressure and burst. While the vacuum test Method ASTMS3078 is the simplest and quick process.
When a leak is detected in the test specimen, the air will start to flow from high pressure to lower pressure region . This is the reason the submerged part will emit air bubbles, which can be detected visually. A hole size of 0.001 inch or 0.025 mm can be detected with immersion leak test. The bubble leak test is accurate to of 10-3 atm-cc/sec. The accuracy of leak test is better than air decay leak test, pressure decay leak test, flow rate leak test dye penetration test. but it should not be compared with traces gas leak test, high vacuum leak test and gas sniffing methods according to bubble leak test standard.
Applications of Bubble Emission Leak Test Chambers: 1.Automotive Industry: Bubble emission leak test chambers are used to test various automotive components such as fuel tanks, radiators, air conditioning systems, and brake lines for leaks, ensuring vehicle safety and performance.
2.Manufacturing and Aerospace: Critical components in manufacturing and aerospace, such as pressure vessels, hydraulic systems, and valves, undergo bubble emission leak testing to guarantee their reliability and compliance with industry standards.
3.Medical Devices: Medical devices, including surgical instruments, implants, and fluid delivery systems, are subject to leak testing to prevent contamination and ensure patient safety.
4.Electronics and Consumer Goods: Products like electronic enclosures, appliances, and plumbing fixtures are tested for leaks to prevent moisture ingress and potential damage.
5.Pharmaceuticals and Packaging: Pharmaceuticals, vials, and packaging materials undergo leak testing to maintain product sterility and prevent leakage during storage and transportation.
1.Early Defect Detection: Bubble emission leak testing enables the early detection of leaks, minimizing the risk of defective products reaching consumers and preventing costly recalls.
2.Quality Assurance: By identifying and addressing leaks before products are released, manufacturers can maintain their reputation for producing high-quality and reliable goods.
3.Safety Enhancement: Leak-free products, especially in industries such as automotive and aerospace, contribute to improved safety for end-users and operators.
4.Cost Savings: Detecting and rectifying leaks during the production process is more cost-effective than addressing them post-production or dealing with warranty claims.
5.Regulatory Compliance: Many industries have stringent regulations and standards for leak rates. Bubble emission leak test chambers help companies meet these requirements.
1. Sensitivity and Detection Limits: The sensitivity of the test system should be optimized to detect leaks of various sizes, ensuring both small and significant defects are identified.
2. Testing Environment: Factors such as temperature, pressure, and the type of fluid being tested can influence leak detection. The test chamber should mimic real-world conditions as closely as possible.
3. Product Handling: Proper handling and positioning of the product within the test chamber are crucial to ensure accurate and reliable results.
4. Validation and Calibration: Regular calibration and validation of the test chamber are essential to maintain accurate and consistent results.
5. Safety Precautions: Handling fluids and gases in a controlled environment requires adherence to safety protocols to prevent exposure and contamination risks.
The bubble leak test can be utilized on variously shaped and sized specimen - whether that may be a pouch, tray, box, vial, bottle, etc…
Flat bottom vacuum box bubble leak testing for Lap JointsThe bubble leak test can be utilized on variously shaped and sized specimen - whether that may be a pouch, tray, box, vial, bottle, etc…
Bubble leak testing of tank bottom overlap plate welds
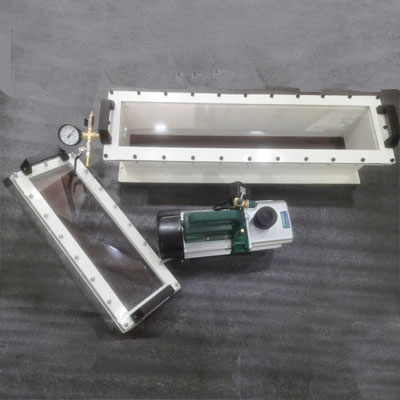
How to perform Non destructive leak detection of lap welds with quality assurance in Compliance with the American Petroleum Institute (API) and other international standards to prevent leak failures. The vacuum box has been designed for the operators according to API 650/653 recommendations Bubble leak or vacuum box testing is an integral part of tank inspections as required by associations to establish the condition of tank bottom plate welds and shell to bottom plate welds
Features
• Designed to API 650/653 recommendations 750 mm (29.53 in) weld inspection length, improves inspection times and reduces operator fatigue.
• Integrated LED lights provide the required light intensity as specified by API and ASME inspection standards.
• Screen glare and shadows from external light sources are eliminated.
• Calibrated vacuum relief valve ensures the correct vacuum is generated, too high a vacuum can damage the vacuum box and cause injury to the operator
• Superior build quality with robust body.
• Two-stage seal design to improve initial vacuum, especially on large lap welds.
• Electric vacuum pump or compressor driven
Flat bottom vacuum box bubble leak testing for Lap Joints
More Efficient: Vacuum Box LEDs The optional built-in LEDs provide the recommended light intensity along the weld under test by API 650. The internal LEDs eliminate the view window reflection that occurs when external lights are used to brighten the weld inspection area. You can easily turn the LEDs on and off, eliminating the need for you to move standard halogen floodlights as you move around the tank
Safer and Quicker: Vacuum Relief Valve Using a calibrated vacuum relief valve ensures the recommended vacuum under international standards. The advantage of such a valve is that once the necessary vacuum is achieved, the relief valve opens and maintains this
vacuum, preventing it from damaging the vacuum box or injure the operator.
Better Accuracy: Calibrated Gauge The Vacuum Box comes with an industrial 50.8 mm (2 in) face pressure gauge rated to 762 mm (30 in) of mercury as required by ASMEV Article 10–Bubble Test VacuumBox Technique. The calibrated gauge offers the necessary confidence in your inspections by ensuring the proper recommended vacuum is generated.
Electric Pump or Compressor Driven The BHFTECH Boxes generates a vacuum using an electric pump or an Air Vacuum Generator (AVG), and an external compressor. Inspection
companies tend to use the electric pump because it is more flexible, while construction companies tend to use AVG systems
High-pressure and Low-pressure Models
Flat Bottom Vacuum Box Bubble Leak Testing for Lap Joints: Ensuring Weld Quality and Integrity
Vacuum boxes are rated to 20 in of Hg (10 psi/0.7 bar) recommended for in-services tanks or 10 in Hg (5 psi/0.4 bar) recommended for new tanks. BHFTECH models are rated to 20 in of Hg
Introduction
Welding is a fundamental joining process used across various industries to create strong and reliable connections between materials. However, ensuring the quality and integrity of welds is of paramount importance, especially in critical applications where safety, performance, and airtight seals are essential. One effective method for evaluating lap joint welds is the use of a flat bottom vacuum box bubble leak testing technique.
Understanding Flat Bottom Vacuum Box Bubble Leak Testing
Flat bottom vacuum box bubble leak testing is a non-destructive testing (NDT) method employed to identify defects and leaks in lap joint welds. It involves creating a controlled vacuum environment around the welded area and introducing a liquid solution, typically a soap solution, to the surface of the weld joint. The principle behind this method is relatively simple: if there are any leaks or defects in the weld, the vacuum will draw air through these imperfections, causing the soap solution to bubble or foam at the site of the leak.
The Procedure
Prepare the Weld Area: To begin, the weld area must be thoroughly cleaned and degreased to ensure accurate results. Any surface contaminants could interfere with the formation of bubbles.
Apply the Soap Solution: A soap solution, often containing water and a mild detergent, is applied to the surface of the weld joint. This solution is spread evenly, covering the entire weld area.
Create the Vacuum Environment: A vacuum box, is placed over the weld joint, creating a sealed enclosure. The vacuum box typically has a flat bottom that conforms to the shape of the joint, ensuring a tight seal.
Apply Vacuum: A vacuum pump is used to evacuate air from the vacuum chamber, creating a negative pressure environment. This pressure differential between the inside of the vacuum box and the surrounding atmosphere is what drives the test.
Observe and Record: As the vacuum is applied, trained inspectors closely observe the surface of the weld. If there are any leaks or defects in the weld joint, the reduced pressure inside the vacuum chamber will cause air to be drawn through the imperfections, creating visible bubbles or foaming in the soap solution.
Interpret Results: The presence, location, and size of bubbles or foaming are carefully examined and recorded. The severity of the leak or defect can be assessed based on factors such as bubble size and
quantity.
Benefits of Flat Bottom Vacuum Box Bubble Leak Testing
High Sensitivity: This testing method is highly sensitive, capable of detecting even the smallest leaks or defects in lap joint welds, ensuring the highest level of quality control.
Non-Destructive: It is a non-destructive testing method, meaning it does not damage the tested component, making it suitable for critical and expensive parts.
Quick and Visible: The formation of bubbles or foaming is a visible and immediate indication of a leak, allowing for real-time assessment.
Cost-Effective: Compared to some other NDT methods, flat bottom vacuum box bubble leak testing
is relatively cost-effective, especially when considering its accuracy and sensitivity.
Innovation, Quality, Prompt Service, On time delivery.
Aimed at delivering value and achieving complete customer satisfaction.
Expertise is in manufacturing high-quality products.
Address : 137 Linghi Chetty Street,
Mukunalla Muthu Corner, Parrys,
High court,
Chennai - 600001, India.
Contact : +919677296252

For all Your Vacuum Chambers,
Vacuum Degassing Chamber, Bubble test Chamber
and Filling machine needs.